Positioning Lean for Success
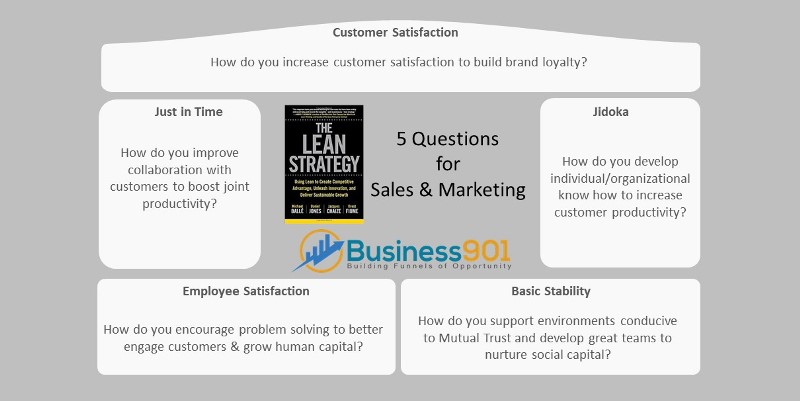
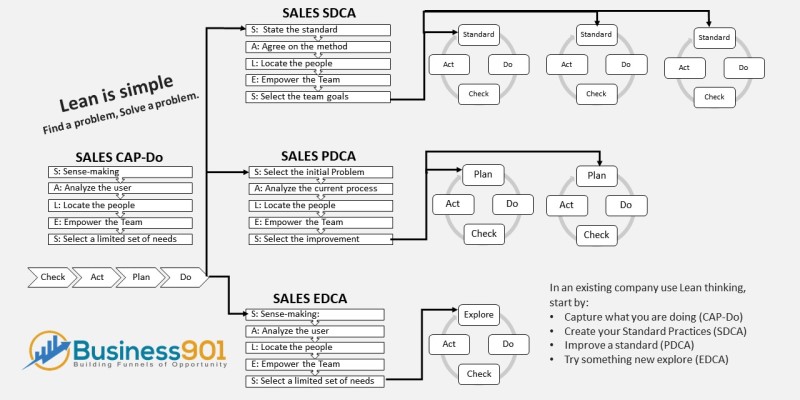
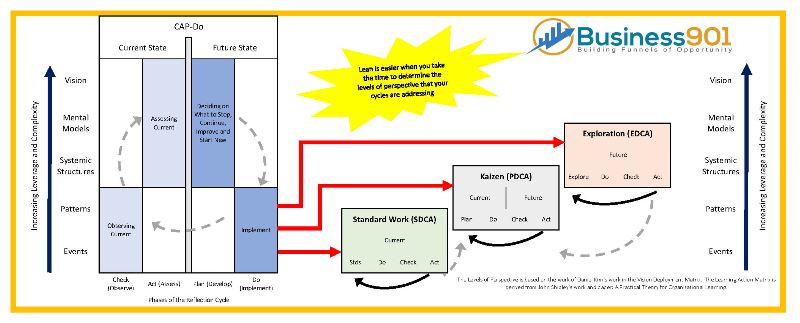
Previously when I was discussing, Let’s make Lean Simple Again, I had introduced the SALES Acronym for providing an overall scope to the effort and provide direction for the participating team. However, there is another challenge and that is ensuring we understand better the level of perspective we are facing. We want to understand the highest leverage Read More …